









*Bars are sold by the 13" the same as the rest of the steel we offer just a bit longer .* This steel is made in 1 meter lengths. For a single 1m bar put the a quantity of 3. A quantity of 1 is for a 13" bar*
ApexUltra Steel
A new steel developed specifically for handmade knives.
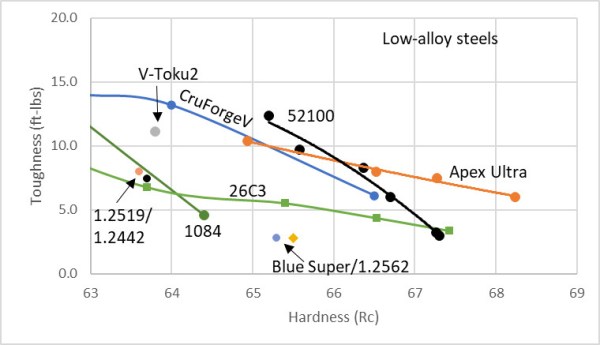
ApexUltra is a steel truly worth of handcrafted knives. It is a low alloy design that is forgeable, forge-weldable, and its fine carbides make the steel relatively easy to finish and sharpen. With its high purity and well-balanced alloy composition it has the highest toughness of all knife steels tested so far in the 66+ HRC range along with excellent edge retention.
Don't forget to grab a stencil or punch mark to and use it on the blade as a sign of quality!
The bars aren’t as straight as other steel so if you plan on doing stock removal some straightening will most likely be required. Not a big deal since it is designed as a forging steel.
Thermal Treatments – Prior Processing
Forging
1120°C - 800°C
2050°F – 1475°F
Don’t heat above 1120°C (2050°F)! The steel may get irreversibly damaged.
Normalizing
Heat to 950°C (1750°F), hold for 15 minutes, air cool below 600°C (1100°F).
Grain Refining
Quickly heat up to 790°C (1450°F), hold for 10 minutes, air cool.
Can be performed 2-3 times to get smaller austenite grain sizes.
Annealing
DET: Heat up to 790°C (1450°F), hold for 10-30 minutes, slow cool with 250°C (475°F) per hour until 590°C (1100°F), air cool to room temperature. Optionally the steel can be placed in a slow cool media like vermiculite.
Stress Relieving
This process is for helping with the stresses generated during grinding, which reduces warping during heat treating. It is an optional heat treating step. Heat up to 590°C (1100°F), hold for 1 hour followed by slow furnace cooling.
Thermal Treatments – Austenitizing and Tempering
Hardening
Austenitize between 780 °C (1435°F) and 880°C (1615°F) depending on the intended hardness, hold for 10 minutes, quench in fast oil or medium fast oil.
Cold Treatment
Cold treatment is optional but helps keeping retained austenite low especially if austenitized at higher temperatures.
Cool the steel immediately after quenching in the freezer, dry ice or liquid nitrogen and hold for 30 minutes.
Tempering
Heat the steel up between 150° - 240°C (300°F – 460°F) after quenching to room temperature or after cold treatment. Process the tempering two times, 1 hour each, with cooling to room temperature in between.

To learn more visit:
Full Data Sheet Below:
https://www.apexultrasteel.com/_files/ugd/be547f_453639fe29ee405587074335afce9c2d.pdf
https://knifesteelnerds.com/2021/12/02/laboratory-development-of-apexultra-forging-knife-steel/
https://www.apexultrasteel.com/
Apex ultra